2550 Çelik Malzeme Standartları
|
Elastik Modül |
[1000 x N/mm2 ]: 190-210 |
|
Yoğunluk |
7,93 |
|
Isıl İletkenlik |
[W/m.K]: 25.0 |
|
Elektrik Direnci |
[Ohm mm2 / m ]: 0,30 |
|
Specific heat capacity |
[J/g.K]: 0,46 |
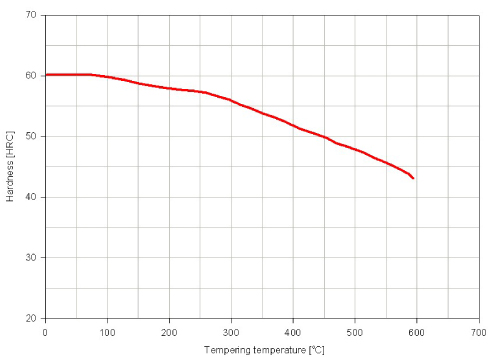
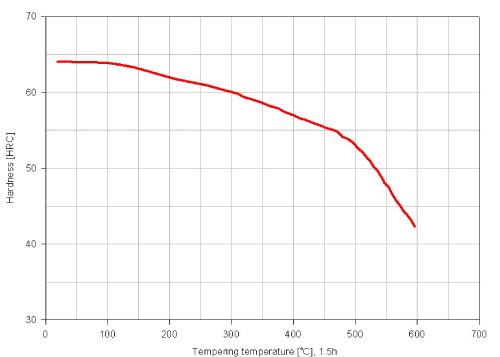
2550 Sertlik Diyagramı
2550 Malzeme Yumuşatma Tavlaması
710-750C ye ısıtılır, yavaş soğutulur. Bu işlem sonrası en yüksek 255 birinel sertliğe kadar inilir.
2550 Malzeme Gerilim Giderme Tavlaması
Gerilim giderme tavlaması yapılma amacı yoğun mekanik işlem görmüş parçaların taşıdığı gerilimi gidermek amacıyla yapılır. Parça 650C ye ısıtılarak ölçüye bağlı olarak 1 saat civarında bu sıcaklıkta bekletilir, akabinde ise havada soğumaya bırakılır. Bu operasyon sayesinde aynı zamanda ısıl işlem esnasında oluşabilecek distorsiyonların önüne geçilmiş olur.
2550 Malzeme Sertleştirme Tavlaması
Sertleştirme işleminin ilk aşaması 860-900C sıcaklığa ısıtma akabinde ise yağ banyosu veya sıcak banyoda 180-220C ye kadar soğutulur. Ön sertleştirme sonrası sertlik 60HRC değerlerine kadar ulaşmaktadır.
2550 Malzeme Son Tavlama
Temperleme sıcaklığı istenilen sertlik değeri ve ölçü değişkenlerine göre aşağıda ki tablodan tavlama sıcaklığı ve elde edilebilecek sertlik değerlerine ulaşabilirsiniz.
Kimyasal Analiz %kg
|
100C |
200C |
300C |
400C |
500C |
600C |
|
60HRC |
58HRC |
56HRC |
52HRC |
48HRC |
43HRC |
2550 Malzeme Sıcak Dövme
Sıcak dövme işlemi için gerekli sıcaklık 900-1050C dir.
2550 Malzeme Korozyon Dayanımı
Karbon çeliklerinden bir hayli fazla korozyon dayanımı vardır.